产品:14
产品:14
 联系我们
联系我们

库卡机器人弧焊焊接
主要设备包括 KUKA 工业机器人系统、工作站防护罩、焊接工作台、总控制电柜、焊接电源、送丝机、焊丝盘、焊枪、保护气瓶总成、防护面罩、安全防护装置等。

焊接机器人实训工作站操作流程
1.系统开启
打开总控制电柜,将内部断路器依次全部打开;
旋动总控制电柜上带有“控制启停”字样的钥匙开关,控制回路上电;
按下总控制电柜上“系统上电”绿色按钮,系统上电,同时指示灯被点亮。
蒋KUKA机器人控制柜上的电源开关旋转到ON指示位,机器人系统开启;
将焊接电源的开关向上搬起,启动焊机;
打开气瓶阀门,系统开启完毕;
2.焊前准备
选择要焊接的工作
将工件安装在焊接工作台上;
3.开始焊接
示教编程写程序,调试好程序之前,锁定“焊接启动”功能;
根据焊接轨迹,手动操作机器人同时添加焊接指令;
编写好程序后,开始调试程序;
在“焊接启动”功能锁定下,手动模式下运行编写好的程序,并观察示教器轨迹与焊缝轨
迹是否重合,且焊接速度是否合适;
若有问题,需要重新示教器编写程序货微调程序,若没有问题,开始下一步操作;
开启“焊接启动”功能,手动模式下运行程序,焊接过程中,要做好安全防护措施;
焊接过程完毕。
4.系统关闭
关闭气瓶阀门;
拉下焊接电源开关,关闭焊接电源;
将KUKA机器人控制柜的开关打到“OFF”指示位,关闭机器人系统;
按下总控制柜电柜上“系统下电”字样的按钮,系统下电;
再次旋动“控制启停”的钥匙开关,控制回路下电;
系统关闭。
焊接指令的应用
库卡的KRL编程语言中,有关焊接的指令主要有 3个,即“ARC 开”、“ARC SWITCH” 和“ARC 关”。弧焊指令的基本功能与普通“Move”指令一样,可实现运动及定位。另外,弧焊指令还包括相应的参数设置选项。
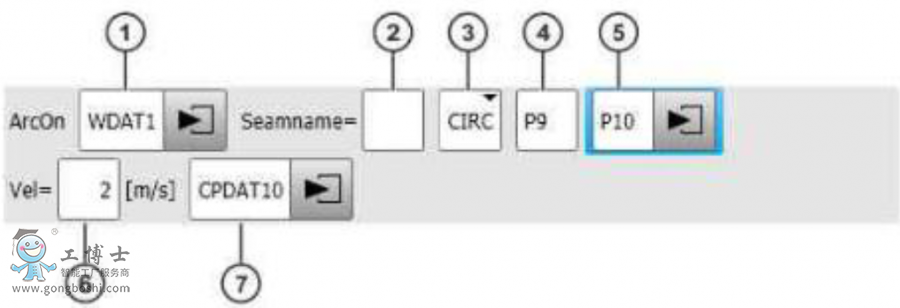
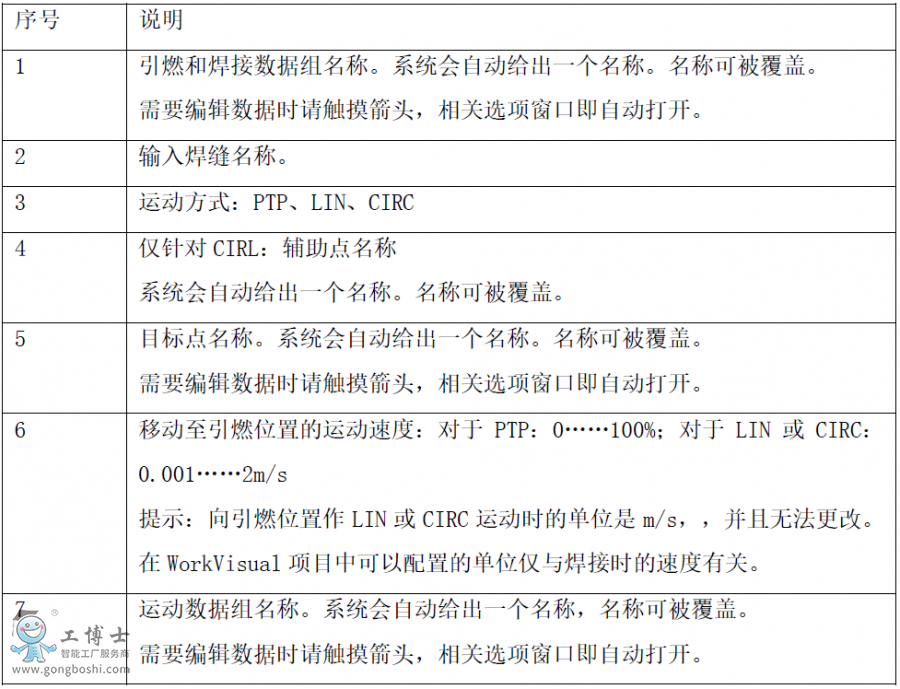
1. ARC 开指令“ARC 开”包含至引燃位置的运动以及引燃、焊接、摆动参数。引燃位置无法轨迹逼近。电弧引燃并且和焊接参数启用后,指令 ARC开结束。
2.ARC SWITCH
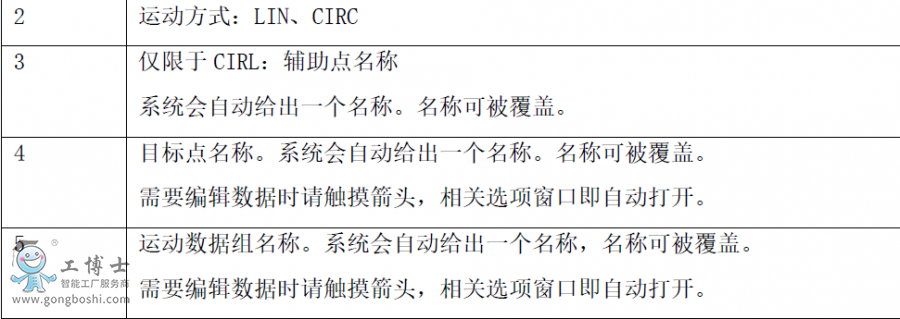
指令ARC SWITCH用于将一个焊缝分为多个焊缝段。一条ARC SWITCH指令中包含其中一个焊缝段中的运动、焊接以及摆动参数。始终轨迹逼近目标点。对*后一个焊缝段必须使用指令ARC 关。
3、ARC 关